

MỘT SỐ KINH NGHIỆM GIÚP TĂNG TUỔI THỌ BÉP CẮT PLASMA

- Những nguyên nhân làm giảm tuổi thọ bép cắt:
- Dòng cắt, điện áp, tốc độ cắt, thời gian chờ đánh lửa (Pierce delay), lưu lượng khí hoặc độ cao đánh lửa (Pierce heigh) không được thiết lập đúng theo Cut Chart.
- Cố gắng cắt vật liệu có từ tính cao, kim loại có thành phần Nickel cao sẽ làm giảm tuổi thọ bép cắt. Việc kéo dài tuổi thọ bép cắt là khó khăn khi cắt các vật liệu từ hóa hoặc dễ dàng bị từ hóa.
- Bắt đầu hoặc kết thúc đường cắt vượt ra bên ngoài tấm kim loại, điều này làm tia hồ quang phóng theo chiều ngang có thể làm hỏng bép cắt hoặc chụp bảo vệ. Để sử dụng được bép cắt lâu dài, việc bắt đầu và kết thúc đường cắt phải ở trên bề mặt kim loại. (Tức là chọn đường cắt sao cho mỏ cắt không đi lại vào những đường đã cắt rồi, hoặc mỏ cắt đi ra khỏi tấm vật liệu)
- Nguồn khí nén có lẫn nước hoặc dầu (Hàng tuần phải kiểm tra bộ lọc khí nén để xả nước hoặc dầu).
- Thông số độ cao lúc bắt đầu cắt và thời gian chờ đục thủng (Pierce heigh và Pierce delay) là rất quan trọng và nó khác nhau tùy theo độ dày vật liệu. Vật liệu càng dày thì giá trị Pierce heigh và Pierce delay càng lớn và ngược lại.
- Nếu cài đặt Pierce heigh quá cao, có thể không đánh lửa được, nhưng nếu quá thấp, phần kim loại nóng chảy có thể văng vào làm hỏng bép cắt và chụp bảo vệ. Kinh nghiệm là nên cài đặt Pierce heigh cao nhất có thể (thường từ 8 -15 mm) đối với vật liệu trên 8 mm.
- Nếu cài đặt Pierce delay quá dài sẽ làm tia lửa bị tắt do vật liệu đã được đục thủng, trong khi mỏ cắt chưa di chuyển, tia hồ quang không có nơi để bám vào ( Điều này thường gặp khi cắt vật liệu dày, sau đó chuyển sang cắt vật liệu mỏng mà quên cài đặt lại Pierce delay, kết quả là mỏ cắt đánh lửa xong sau đó tắt lửa mà không di chuyển mỏ cắt). Nếu cài đặt Pierce delay quá ngắn (khi cắt vật liệu dày) khi tia lửa chưa kịp xuyên thủng vật liệu, mỏ cắt đã di chuyển (do hết thời gian chờ đánh lửa – Pierce delay) kết quả là kim loại nóng chảy sẽ văng vào làm hỏng chụp bảo vệ (Shield) ngay lập tức.
- Một điều lưu ý nữa là nên chỉnh dòng cắt thấp hơn dòng quy định trên bép cắt một chút. Ví dụ: khi lắp bép cắt 105A vào thì nên chỉnh dòng cắt nhỏ hơn 105A (Ví dụ: Chỉnh dòng cắt từ 85A – 100A) nếu cắt tole có độ dày < 15 mm, Lúc đó tốc độ cắt chọn chậm hơn một chút nhưng bù lại tuổi thọ bép cắt sẽ tăng lên đáng kể. (Bạn giảm thời gian dừng lại để thay bép nên năng suất cũng không bị ảnh hưởng nhiều, trong khi tiết kiệm được chi phí mua bép cắt)
- Áp suất khí nén nên chỉnh nhỏ nhất có thể mà khi cắt máy không bị báo lỗi. Nguồn plasma Powermax105 có chức năng chỉnh khí nén tự động, bạn có thể dùng chế độ này. Tuy nhiên, để tăng tuổi thọ bép cắt bạn nên chọn chế độ chỉnh khí nén bằng tay và chỉnh áp suất khí nén nhỏ nhất có thể mà khi cắt máy không bị báo lỗi và đường cắt đạt yêu cầu. Sau đây là bảng áp suất tham khảo
| TT | Độ dày vật liệu | Áp suất khí nén |
| 1 | < 5mm | 4.5 – 5 bar |
| 2 | 5 – 10 mm | 5 – 5.5 bar |
| 3 | >10 mm | 5.5 – 6.5 bar |
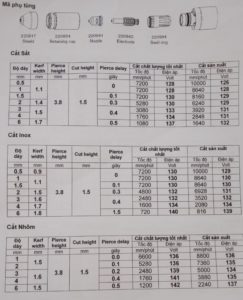
HƯỚNG DẪN SỬ DỤNG CUT CHART (BẢNG THÔNG SỐ CẮT). POWERMAX105
Để đường Plasma đạt chất lượng tốt nhất (Đường cắt nhỏ, vết cắt mượt và không có hoặc ít ba vớ nhất) thì phải tuân thủ theo các thông số trong Cut Chart.
Dựa vào loại vật liệu và độ dày vật liệu cần cắt, sẽ tra bảng Cut Chart. Sau đó chọn các loại béc cắt phù hợp và cài đặt các thông số như trong Cut Chart. Gồm có các thông số sau:
- Dòng cắt: Cài đặt dòng cắt trên bộ nguồn plasma tương ứng với loại béc cắt.
- Độ dày : Độ dày vật liệu cần cắt.
- Pierce height: độ cao đánh lửa. Cài Pierce height trong Sheetcam.
- Cut Height: độ cao lúc cắt. Cài Cut height trong Sheetcam.
- Pierce delay: Thời gian chờ để tia Plasma xuyên thủng vật liệu lúc đánh lửa. Cài Pierce delay trong Sheetcam.
- Tốc độ (Feed Rate): tốc độ cắt. Cài Feed rate trong Sheetcam.
- Điện áp: Cài trên bộ điều khiển độ cao (để tự động duy trì độ cao đầu cắt).
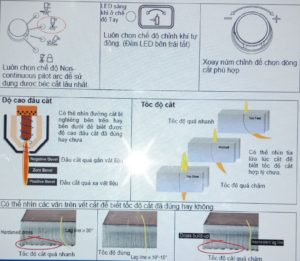
Chú ý: Luôn chọn các chế độ sau trên bộ nguồn Plasma
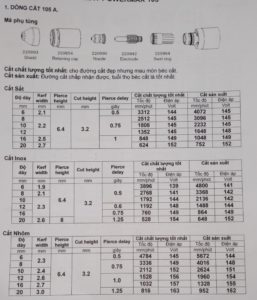
BẢNG THÔNG SỐ CẮT PLASMA MÁY POWERMAX 105 A
BẢNG THÔNG SỐ CẮT PLASMA MÁY POWERMAX 85 A
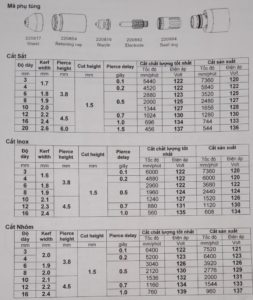
BẢNG THÔNG SỐ CẮT PLASMA MÁY POWERMAX 65 A
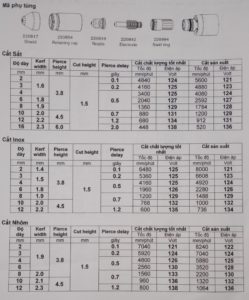
BẢNG THÔNG SỐ CẮT PLASMA MÁY POWERMAX 45 A
BẢNG THÔNG SỐ CẮT PLASMA MÁY POWERMAX 45 A FINCUT



