Béc Cắt Plasma – Đảm Bảo Hiệu Suất Cao Điểm Cuối Năm
Thời điểm cuối năm, đặc biệt là dịp cận Tết Nguyên Đán, luôn là giai đoạn sản xuất và gia công cơ khí tăng tốc mạnh mẽ nhất. Các xưởng sản xuất, cơ khí, chế tạo đang dồn lực để hoàn thành các đơn hàng lớn, chuẩn bị cho một năm mới thắng lợi. Trong cuồng quay hối hả đó, có một linh kiện tuy nhỏ bé nhưng lại đóng vai trò cực kỳ quan trọng đối với chất lượng và tiến độ công việc – đó chính là Béc Cắt Plasma cnc và Điện cực.
I. Béc Cắt Plasma: Trái Tim Của Tốc Độ Sản Xuất
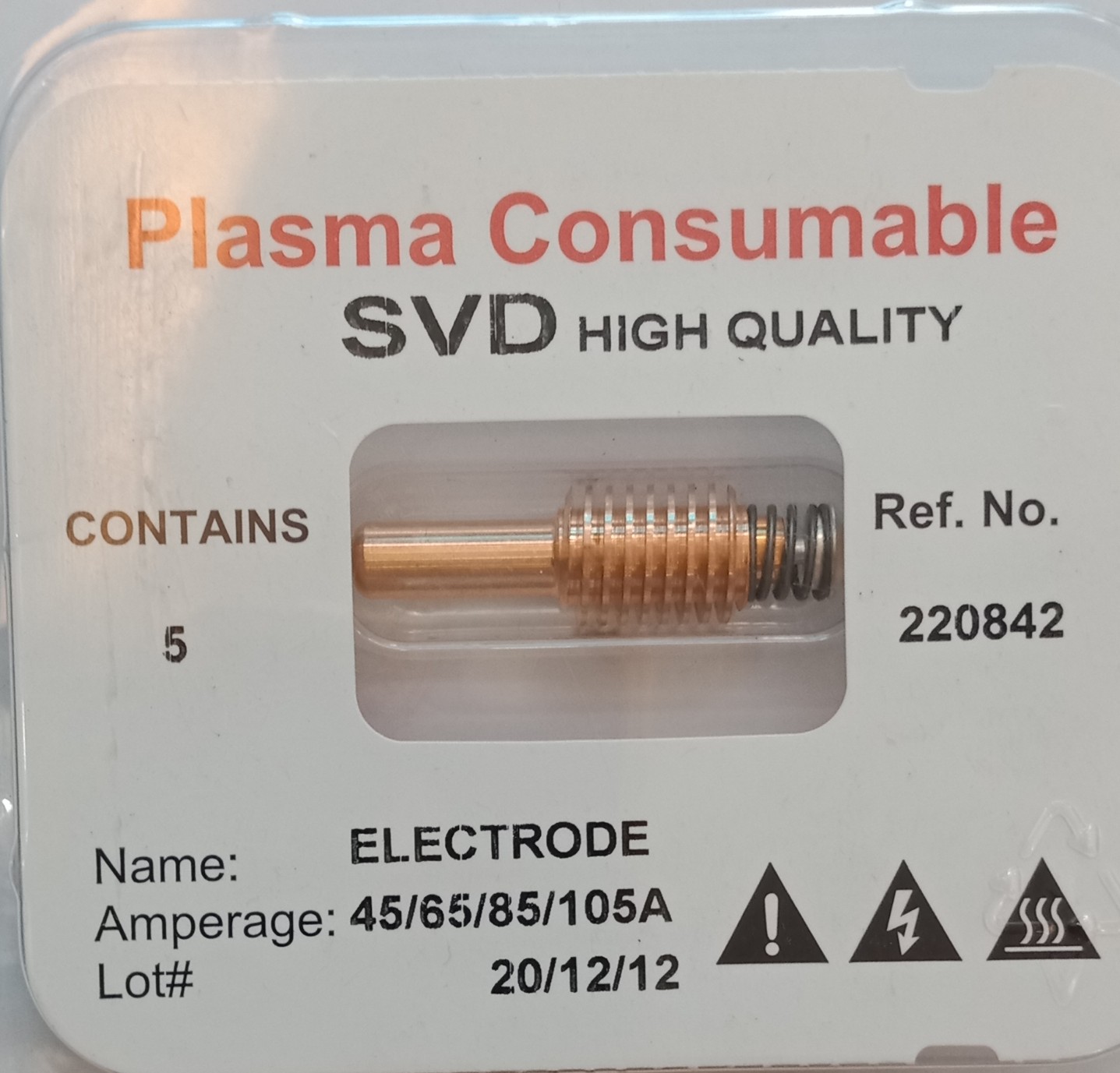
Béc cắt Plasma cnc (hay còn gọi là bép cắt) là bộ phận tiêu hao nằm ở đầu mỏ cắt, có chức năng:
-
Tạo ra và định hướng dòng hồ quang plasma siêu nóng (có thể lên đến $30,000^{\circ}C$).
-
Đảm bảo luồng plasma ổn định, tập trung, mang lại đường cắt sạch, đẹp, chính xác với tốc độ cao.
Nếu béc cắt bị mòn hoặc hỏng hóc, máy cắt sẽ lập tức giảm hiệu suất, đường cắt bị ba với, không chính xác, thậm chí làm hỏng cả mỏ cắt và gây gián đoạn toàn bộ quá trình sản xuất.
II. 🛠️ Nhu Cầu Cấp Bách Dịp Tết: Tại Sao Phải Chuẩn Bị Sớm?
Dịp cuối năm và cận Tết là thời điểm các công ty cơ khí chạy hết công suất:
-
Tăng cường sản xuất: Làm chi tiết máy, vật dụng trang trí, biển hiệu quảng cáo… phục vụ nhu cầu thị trường trước Tết.
-
Độ mòn tăng cao: Do thời gian và tần suất sử dụng máy cắt plasma liên tục, linh kiện tiêu hao như béc và điện cực sẽ mòn nhanh hơn mức bình thường.
-
Rủi ro gián đoạn nguồn cung: Gần Tết, nhiều nhà cung cấp và đơn vị vận chuyển bắt đầu nghỉ lễ. Nếu không chuẩn bị dự phòng, việc tìm mua linh kiện thay thế kịp thời sẽ trở nên rất khó khăn, dẫn đến gián đoạn sản xuất và trễ hẹn đơn hàng.
III. 💡 Giải Pháp Cung Cấp Linh Hoạt Và Chất Lượng Cao
Để đáp ứng nhu cầu sản xuất “nước rút” này, chúng tôi cam kết cung cấp các giải pháp tối ưu:
-
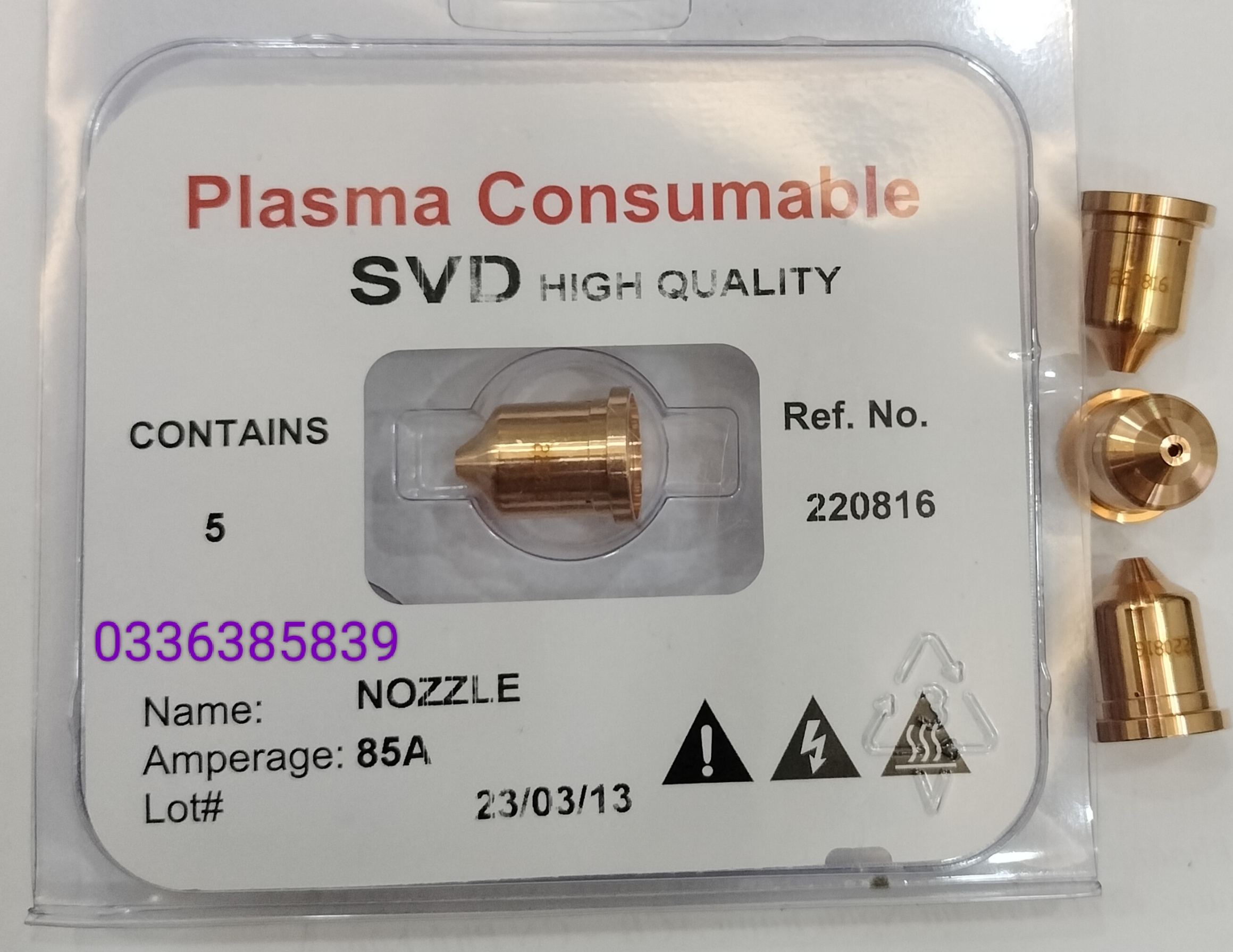
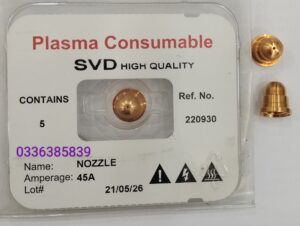
Đa dạng chủng loại: Cung cấp đầy đủ các loại béc cắt phổ biến như P80, 105 A, 85A, 65A, hoặc các dòng chuyên dụng chất lượng tương đương (Hypertherm,…) với nhiều kích cỡ lỗ phun và độ dày vật liệu khác nhau.
-
Chất lượng đảm bảo: Béc cắt được được đặt sản xuất theo yêu cầu và kiểm tra nghiêm ngặt có độ dẫn điện và khả năng chịu nhiệt cực cao, giúp kéo dài tuổi thọ và duy trì chất lượng đường cắt.
-
Hàng có sẵn, giao nhanh: Chúng tôi ưu tiên duy trì lượng hàng tồn kho lớn trong dịp Tết để đảm bảo mọi đơn hàng, dù là số lượng nhỏ, đều được giao đến tay khách hàng một cách nhanh chóng và kịp thời nhất
IV. 🔔 Lời Khuyên Cho Quý Khách Hàng
Để tránh rủi ro ngừng trệ sản xuất trong những ngày cận Tết, quý vị nên:
-
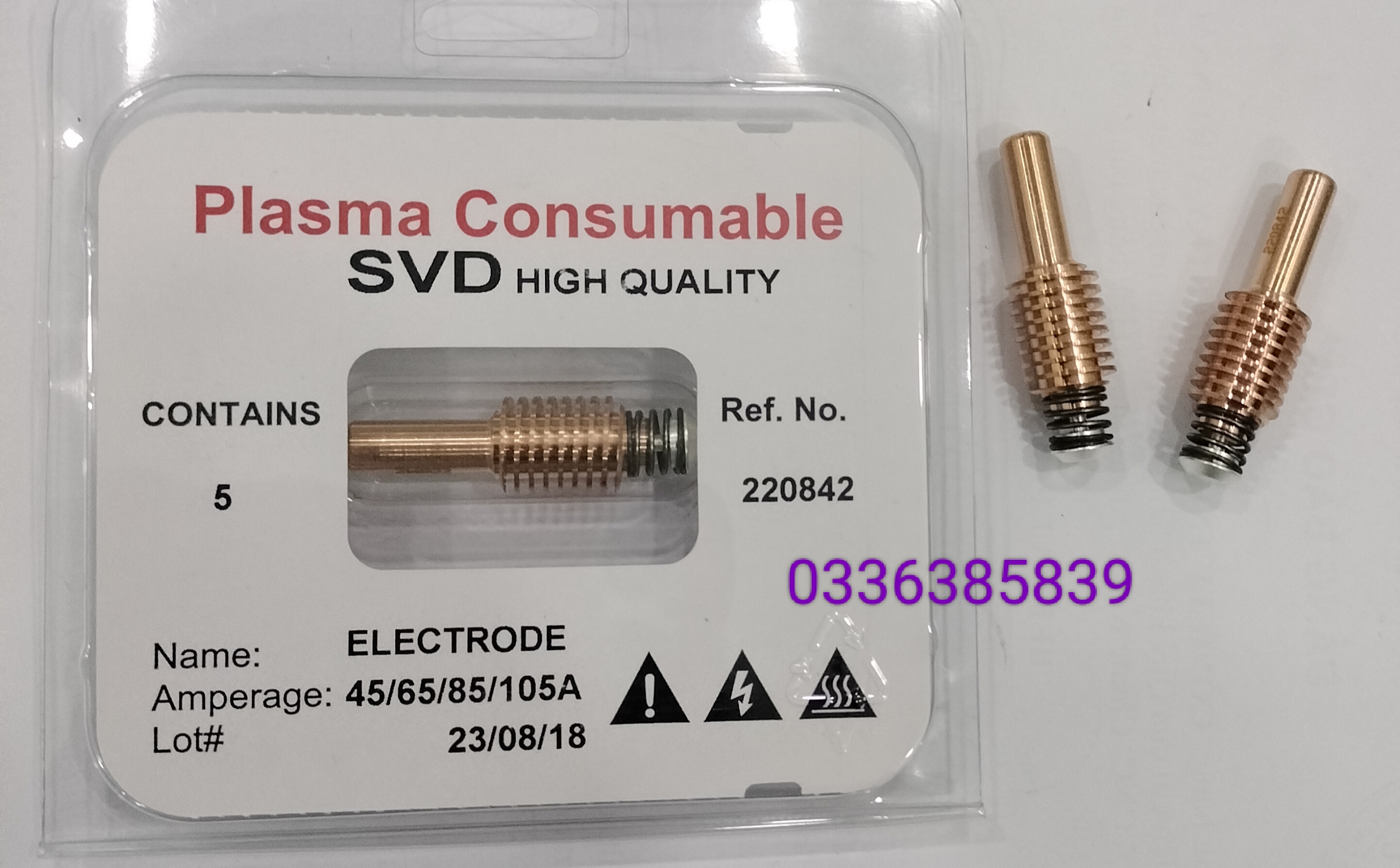
Kiểm tra và đánh giá tình trạng các bộ béc cắt và điện cực hiện có.
-
Lên kế hoạch dự trữ một lượng linh kiện tiêu hao đủ dùng cho cả giai đoạn cao điểm trước và sau Tết.
-
Liên hệ đặt hàng sớm để đảm bảo nguồn cung và hưởng các chính sách ưu đãi cuối năm.
Cuối cùng, xin kính chúc quý vị và công ty một mùa sản xuất cuối năm thành công tốt đẹp, đạt được mọi mục tiêu đề ra và chuẩn bị đón Tết Nguyên Đán an khang, thịnh vượng!




































 CHỤP BẢO VỆ BÉP CẮT PLASMA 105A
CHỤP BẢO VỆ BÉP CẮT PLASMA 105A