GIẢI THÍCH NGUYÊN NHÂN BÉC CẮT HAY BỊ NỔ, MAU HƯ HỎNG
Mỗi điện cực plasma cnc thông thường sẽ cắt được khoảng 300-500 lổ tùy theo độ dày vật liệu cắt. Thường thì cắt lổ béc cắt sẽ nhanh hư hơn so với cắt đường thẳng vì điện cực bị mòn lúc mồi lổ. Máy điều chỉnh sai thông số kĩ thuật, lệch một tí thì cũng ảnh hưởng đến chất lượng của béc cắt.Thiếu khí cũng là nguyên nhân làm cho béc cắt mau hư hỏng. Ngoài những nguyên nhân trên thì retaining cáp quá cũ cũng dễ gây hư hỏng béc.
Bên cạnh đó độ cao mồi lửa thấp quá, ba với bắn lên là béc bị hư liền, thời gian mồi lửa ngắn khi đục lỗ chưa thủng mà mỏ cắt dich chuyển thì cũng hư béc, khí nén không sạch lẫn dầu với nước cũng làm hư béc, chỉnh độ cao quá cao thì béc cũng sẽ nhanh mòn. Tuổi thọ béc cắt từ 2 tiếng trở lên là ổn.
Nguyên nhân chính làm cho béc cắt plasma cnc mau bị hư hỏng là tùy thuộc vào chất lượng của béc cắt. Việc chọn lựa béc cắt plasma cnc chất lượng cao thì rất khó nên cần phải mua 5-10 bộ cắt thử chất lượng, tốt nhất nên chọn nhà cung cấp đáng tin cậy đảm bảo đổi trả lô hàng đã bị lỗi, hoặc chọn mua những loại béc cắt đã được kiểm tra chất lượng trước khi bán ra thị trường.
CUNG CẤP DỊCH VỤ GIA CÔNG CƠ KHÍ KIM LOẠI CNC UY TÍN, CHẤT LƯỢNG CAO
Gia công cơ khí kim loại CNC là quá trình ứng dụng máy móc để điều khiển tự động các công cụ gia công theo công nghệ mới, bởi các chương trình máy tính hiện đại để tạo ra các thành phẩm bằng các vật liệu kim loại có hoa văn phức tạp, có độ chính xác cao và tiết kiệm nguồn nhân lực.
Khi công nghệ cao ngày càng phát triển thì những hoa văn tinh xảo được cắt rất đẹp mắt bằng tia laser ngày càng được phổ biến. Một số mẫu hình ảnh đẹp mà CẮT GIA CÔNG CNC KIM LOẠI THEO BẢN VẼ mang lại cho chúng ta như sau:
Gia công cơ khí kim loại CNC cắt sắt tấm cực dày bằng máy cắt laser fiber
2. Sàn nhà và cửa sổ được gia công cắt laser CNC
Gia công cơ khí kim loại CNC cắt sắt tấm dày trung bình bằng máy cắt laser fiber
3. Mái hiên nhà được gia công cắt laser CNC vừa tạo khung cảnh bắt mắt cho mái nhà của bạn vừa giúp lấy ánh sáng và chống trộm.
4. Lan can cầu thang được gia công cắt laser CNC rất đẹp và giúp chủ nhà ngắm hoài mỗi ngày mà vẫn thấy thích thú với nét tạo hình độc đáo sống động.
5. Tranh treo tường và cửa sổ được gia công cắt laser CNC
Gia công cơ khí kim loại CNC cắt sắt tấm mỏng hoặc gia công CNC inox bằng máy cắt laser fiber tạo điểm nhấn cho ngôi nhà của bạn.
6. Ngoài ra còn có dịch vụ cắt chữ CNC sắt, cắt chữ cnc inox, cắt cnc laser vật phẩm trưng bày bằng kim loại, các chi tiết và linh liện nhỏ bằng kim loại,…
7. Bên cạnh đó còn có dịch vụ cắt gia công Plasma CNC sắt, inox, đồng thau, nhôm…với độ dày lên đến 40 mm. Vốn là công ty sản xuất máy cắt plasma cnc và máy cắt laser cnc nên đội ngũ kĩ sư rất thành thạo kĩ năng cắt, và tư vấn rất nhiệt tình. Nên quý khách hàng hãy yên tâm về chất lượng phục vụ cũng như thái độ chuyên nghiệp ngành nghề trong quá trình giao dịch.
Quý khách hàng có nhu cầu thì sẽ được tư vấn cụ thể miễn phí qua các số điện thoại sau:
6 LÝ DO NÊN MUA MÁY CẮT PLASMA CNC SƠN VŨ . Website :www.sonvu.net
6 lý do nên mua máy cắt plasma cnc Sơn Vũ
1. Thứ nhất: Máy cắt plasma cnc Sơn Vũ rất dễ dàng sử dụng. Bạn không cần phải biết lập trình hay phải có kiến thức chuyên sâu về máy cnc. Bạn chỉ cần biết sử dụng máy vi tính cơ bản là có thể vận hành được máy chỉ sau 1 giờ đào tạo.
Sơn Vũ luôn hướng đến nhu cầu của khách hàng, nên bộ điều khiển trên máy Sơn Vũ được thiết kế và liên tục cải tiến để phù hợp với nhu cầu của người dùng. Sao cho người vận hành cảm thấy dễ dàng nhất, thoải mái nhất. Màn hình điều khiển 17” rộng rãi, các nút điều khiển thường sử dụng được đưa ra ngoài màn hình chính, giúp thao tác dễ dàng nhanh chóng, các tính năng được tự động hóa, các thông số cắt được cài đặt sẵn theo loại vật liệu và độ dày, chỉ cần chọn và sử dụng mà không cần phải thiết lập gì nhiều.
Ví dụ: Bạn cần cắt inox 10mm, thì chỉ cần chọn thông số cắt của plams inox 10mm, khi cần cắt sắt 50 mm thì chọn thông số Flame sắt 50 mm trong thư viện là xong.
Một điều chúng tôi nhận thấy là người vận hành thường gặp khó khăn khi chỉnh lửa cho mỏ cắt gas, không biết phải chỉnh như thế nào cho đúng, nên có lúc thì cắt không đứt, hoặc cắt đứt nhưng đường cắt không đẹp, ngay cùng một người thì cũng có lúc cắt đẹp lúc không. Phải cần một thời gian khá lâu thì người vận hành mới có thể tích lũy kinh nghiệm để chỉnh lửa ở mức chấp nhận được.
Chúng tôi thấy rằng trong mỗi hộp bép cắt gas đều có bảng thông số về áp suất và lưu lượng gió gas, nhưng tiếc thay chỉ có một vài máy cắt plasma cnc đắt tiền của Châu Âu hoặc Nhật mới có đồng hồ chỉnh áp suất và lưu lượng còn hầu hết đều không có. Nhận biết điều này chúng tôi đã lắp bảng đồng hồ chỉnh áp suất và lưu lượng gió gas giúp người vận hành rất dễ dàng để chỉnh lửa vì họ không phải chỉnh mù nữa. Ngoài ra, do có đồng hồ quan sát nên giúp giảm lượng khí gas tiêu thụ do không phải chỉnh dư mà không biết như trước nữa.
2. Thứ hai: Linh hoạt trong sử dụng
Các tình huống trong sản xuất thì muôn hình vạn trạng. Nên bộ điều khiển máy cắt plasma cnc được Sơn Vũ thiết kế theo hướng linh hoạt cho người sử dụng. Với phần lõi phần mềm điều khiển của Mỹ đảm bộ độ tin cậy. Phần giao diện người dùng được Sơn Vũ nghiên cứu thiết kế lại dựa trên kinh nghiệm đã cắt hàng trăm tấn kim loại cho khách hàng bằng chính chiếc máy do chúng tôi chế tạo (chúng tôi cũng cung cấp dịch vụ cắt gia công kim loại theo bản vẽ).
Ví dụ: Khi đang cắt mà có chi tiết khác cần cắt gấp hơn thì sao? Thông thường phải đợi cắt xong bản vẽ này rồi mới chuyển sang bản vẽ khác được, nếu muốn dừng lại để cắt chi tiết khác thì khi quay lại cắt chi tiết còn dang dỡ phải dò tọa độ lại rất khó khăn, nhiều khi làm hỏng luôn chi tiết này. Trên máy Sơn Vũ việc này được thực hiện khá dễ dàng nhờ có các tính năng hổ trợ lưu tọa độ (có thể lưu đến 3 tọa độ khác nhau). Bạn chỉ cần lưu tọa độ lại, mở bảng vẽ khác, di chuyển mỏ cắt đến vị trí tấm phôi mới rồi tiến hành cắt như bình thường, sau đó có thể trở về tọa độ cũ để cắt tiếp chi tiết còn dang dỡ một cách tự động.
Ngoài ra, máy được trang bị bàn phím + chuột và màn hình cảm ứng, rất dễ dàng thao tác, bạn có thể nhập bản vẽ từ ngoài vào qua cổng USB hoặc cổng mạng LAN hay có thể vẽ hoặc chỉnh sửa bản vẽ ngay trên máy, nên rất tiện lợi.
3. Thứ 3: Năng suất cao
Nhờ vận hành dễ dàng và linh hoạt cao trong sử dụng nên năng suất cao hơn khoảng 2 lần so với các máy giá rẻ dùng bộ điều khiển cnc của Trung Quốc.
4. Thứ 4: Chi phí vận hành và bảo dưỡng thấp
Nhờ sử dụng các thiết bị có chất lượng cao và tuân thủ nghiêm ngặt các yêu cầu của nhà sản xuất nguồn plasma. Bộ điều khiển độ cao tự động do Sơn Vũ thiết kế qua nhiều lần cải tiến đã chứng minh được hiệu quả nên giúp kéo dài tuổi thọ bép cắt. Máy được trang bị hệ thống bơm dầu tự động giúp kéo dài tuổi thọ ổ bi
Giám đốc kỹ thuật Hypertherm đang làm việc trên máy cắt plasma cnc Sơn Vũ
5. Thứ 5: Hiệu quả
Chi phí đầu tư ban đầu có thể cao nhưng bạn chỉ trả có 1 lần còn hơn khi đầu tư máy giá rẻ bạn còn phải trả dài hạn cho các chi phí khác.
Khi đầu tư máy giá rẻ sẽ có chi phí vận hành cao hơn khoảng hàng chục triệu đồng/tháng, chưa kể chi phí do máy thường bị trục trặc, chi phí do cắt bị sai số không dùng được…
6. Thứ 6: Sơn Vũ được biết đến như là một nhà sản xuất máy cắt plasma cnc có chất lượng và có uy tín. Sản phẩm máy cắt plasma cnc Sơn Vũ không chỉ đã được các công ty lớn trong nước như ATAD, Unicons, Thang Máy Thiên Nam và các công ty Nhật Bản ở Việt Nam như Kobe, Matsakatsu, Kamui… tin dùng mà còn được hội sở hữu trí tuệ Tp. HCM cũng như Ủy ban nhân dân Tp. HCM cấp chứng nhận về thương hiệu ấn tượng được khách hàng tín nhiệm và sản phẩm công nghiệp tiêu biểu. Nếu muốn mua rẻ thì chọn máy Trung Quốc, nếu muốn mua máy cắt plasma cnc sài được thì chọn máy Sơn Vũ là câu nói được rất nhiều anh em trong giới cơ khí kháo nhau. Điều này không phải là ngẫu nhiên mà có được.
Với hơn 7 năm kinh nghiệm đã sản xuất và bán hơn 100 máy cắt plasma cnc cho nhiều công ty thuộc nhiều lĩnh vực khác nhau như: Kết cấu thép, đóng tàu, thang máy, chế tạo máy, làm ống gió…Bạn hoàn toàn an tâm khi hợp tác cùng Sơn Vũ.
Tên công ty : Công Ty Cổ Phần Công Nghệ Sơn Vũ
Địa chỉ : 29 Đường số 6, KP. 3, P. An Lạc, Q. Bình Tân, Tp. HCM
Mã số thuế : 0309717307
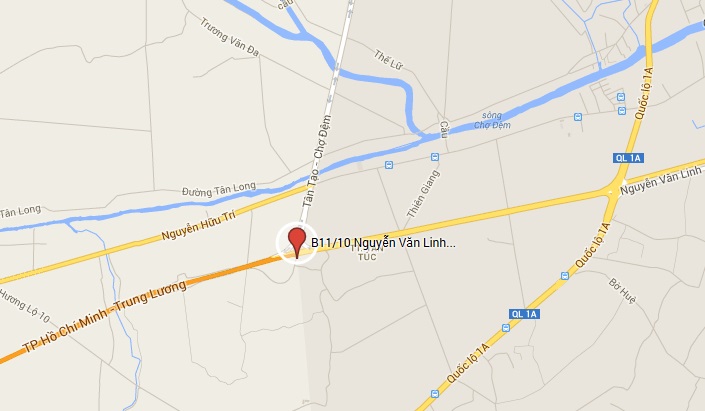
Xưởng sản xuất: B11/10 Nguyễn Văn Linh, Khu phố 2, Thị trấn Tân Túc, Huyện Bình Chánh, Tp. HCM (Trước trạm thu phí đường cao tốc Trung Lương – Tp.HCM khoảng 1km)
Gia công cắt kim loại theo bản vẽ bằng máy cắt laser fiber và máy cắt plasma cnc tại Bình Chánh, TP. HCM.
Cắt gia công laser cho đường cắt đẹp, độ chính xác cao, cắt xong sử dụng ngay mà không cần phải gia công lại.
Cắt gia công plasma cnc có chi phí thấp hơn so với laser, phù hợp với các ứng dụng không cần độ tinh xảo và độ chính xác quá cao như các chi tiết máy, cover, hoa văn, vách ngăn cnc, cửa cổng, lan can, hàng rào…Cắt plasma là phương pháp cắt inox tốt nhất hiện nay xét về mặt kinh tế. Cắt oxy gas chuyên trị sắt dày. Càng dày đường cắt càng đẹp. Với độ dày > 20 mm đường cắt Oxy gas còn đẹp hơn cả khi cắt laser.
Hãy đến với chúng tôi để được tư vấn chọn phương pháp cắt phù hợp và kinh tế nhất.
HƠN 7 NĂM KINH NGHIỆM SẢN XUẤT VÀ ĐÃ CUNG CẤP HƠN:
+ 100 MÁY CẮT PLASMA CNC, + 10 MÁY CẮT LASER FIBER VÀ + 100 TẤN KIM LOẠI CẮT GIA CÔNG CHO KHÁCH HÀNG
CTY CỔ PHẦN CÔNG NGHỆ SƠN VŨ SINH RA LÀ ĐỂ PHỤC VỤ BẠN TEL: 028 2262 9898 – 090 818 2124 (Sơn) EMAIL: CatKimLoaiCnc@gmail.com – www.maycatlasercnc.com
Địa chỉ: B11/10 KP 2, Tân Túc, H. Bình Chánh, Tp. HCM (Gần ngã ba Tân Tạo Chợ Đệm và trạm thu phí đường cao tốc Tp.HCM – Trung Lương)
THÔNG TIN NGÂN HÀNG:
Ngân Hàng Á Châu (ACB) – Chi Nhánh Phú Lâm, Tp. HCM
Tên tài khoản : Công Ty Cổ Phần Công Nghệ Sơn Vũ
Số TK giao dịch: 72712499
Hướng dẫn đường đi đến xưởng sản xuất của Sơn Vũ
Nếu bạn đi Quốc Lộ 1A hướng từ Tp. HCM đi Long An, đi thẳng qua cầu Bình Điền đến cầu vượt Nguyễn Văn Linh thì rẻ phải qua đường Nguyễn Văn Linh, đi đến ngã tư đèn xanh đèn đỏ thứ 3 rẻ trái đi khoảng 10 mét, bạn sẽ thấy xưởng sản xuất của công ty Sơn Vũ ngay ở bên trái (phía sau các trụ đèn của cty Mai Linh).
Nếu bạn đi từ hướng Tân Bình (An sương) về Bình Chánh, đi qua ngã tư Quốc lộ 1 – Tây lân (hương lộ 2), đến cầu vượt đường cao tốc, đi về hướng đường cao tốc khoảng 10km đến ngã tư Nguyễn Văn Linh – (QL1 – Tân Tạo), sẽ nhìn thấy xưởng của Sơn Vũ màu xanh nằm phía sau các trụ đèn tròn của cty Mai Lonh phía trước mặt.
Xin chân thành cảm ơn vì sự quan tâm của bạn dành cho công ty của chúng tôi
MỘT SỐ KINH NGHIỆM GIÚP TĂNG TUỔI THỌ BÉP CẮT PLASMA
Những nguyên nhân làm giảm tuổi thọ bép cắt:
Dòng cắt, điện áp, tốc độ cắt, thời gian chờ đánh lửa (Pierce delay), lưu lượng khí hoặc độ cao đánh lửa (Pierce heigh) không được thiết lập đúng theo Cut Chart.
Cố gắng cắt vật liệu có từ tính cao, kim loại có thành phần Nickel cao sẽ làm giảm tuổi thọ bép cắt. Việc kéo dài tuổi thọ bép cắt là khó khăn khi cắt các vật liệu từ hóa hoặc dễ dàng bị từ hóa.
Bắt đầu hoặc kết thúc đường cắt vượt ra bên ngoài tấm kim loại, điều này làm tia hồ quang phóng theo chiều ngang có thể làm hỏng bép cắt hoặc chụp bảo vệ. Để sử dụng được bép cắt lâu dài, việc bắt đầu và kết thúc đường cắt phải ở trên bề mặt kim loại. (Tức là chọn đường cắt sao cho mỏ cắt không đi lại vào những đường đã cắt rồi, hoặc mỏ cắt đi ra khỏi tấm vật liệu)
Nguồn khí nén có lẫn nước hoặc dầu (Hàng tuần phải kiểm tra bộ lọc khí nén để xả nước hoặc dầu).
Thông số độ cao lúc bắt đầu cắt và thời gian chờ đục thủng (Pierce heigh và Pierce delay) là rất quan trọng và nó khác nhau tùy theo độ dày vật liệu. Vật liệu càng dày thì giá trị Pierce heigh và Pierce delay càng lớn và ngược lại.
Nếu cài đặt Pierce heigh quá cao, có thể không đánh lửa được, nhưng nếu quá thấp, phần kim loại nóng chảy có thể văng vào làm hỏng bép cắt và chụp bảo vệ. Kinh nghiệm là nên cài đặt Pierce heigh cao nhất có thể (thường từ 8 -15 mm) đối với vật liệu trên 8 mm.
Nếu cài đặt Pierce delay quá dài sẽ làm tia lửa bị tắt do vật liệu đã được đục thủng, trong khi mỏ cắt chưa di chuyển, tia hồ quang không có nơi để bám vào ( Điều này thường gặp khi cắt vật liệu dày, sau đó chuyển sang cắt vật liệu mỏng mà quên cài đặt lại Pierce delay, kết quả là mỏ cắt đánh lửa xong sau đó tắt lửa mà không di chuyển mỏ cắt). Nếu cài đặt Pierce delay quá ngắn (khi cắt vật liệu dày) khi tia lửa chưa kịp xuyên thủng vật liệu, mỏ cắt đã di chuyển (do hết thời gian chờ đánh lửa – Pierce delay) kết quả là kim loại nóng chảy sẽ văng vào làm hỏng chụp bảo vệ (Shield) ngay lập tức.
Một điều lưu ý nữa là nên chỉnh dòng cắt thấp hơn dòng quy định trên bép cắt một chút. Ví dụ: khi lắp bép cắt 105A vào thì nên chỉnh dòng cắt nhỏ hơn 105A (Ví dụ: Chỉnh dòng cắt từ 85A – 100A) nếu cắt tole có độ dày < 15 mm, Lúc đó tốc độ cắt chọn chậm hơn một chút nhưng bù lại tuổi thọ bép cắt sẽ tăng lên đáng kể. (Bạn giảm thời gian dừng lại để thay bép nên năng suất cũng không bị ảnh hưởng nhiều, trong khi tiết kiệm được chi phí mua bép cắt)
Áp suất khí nén nên chỉnh nhỏ nhất có thể mà khi cắt máy không bị báo lỗi. Nguồn plasma Powermax105 có chức năng chỉnh khí nén tự động, bạn có thể dùng chế độ này. Tuy nhiên, để tăng tuổi thọ bép cắt bạn nên chọn chế độ chỉnh khí nén bằng tay và chỉnh áp suất khí nén nhỏ nhất có thể mà khi cắt máy không bị báo lỗi và đường cắt đạt yêu cầu. Sau đây là bảng áp suất tham khảo
TT
Độ dày vật liệu
Áp suất khí nén
1
< 5mm
4.5 – 5 bar
2
5 – 10 mm
5 – 5.5 bar
3
>10 mm
5.5 – 6.5 bar
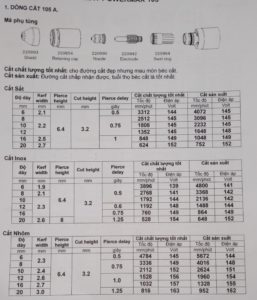
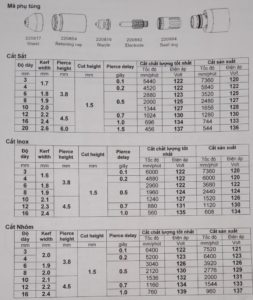
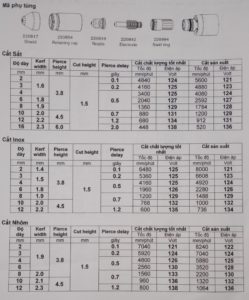
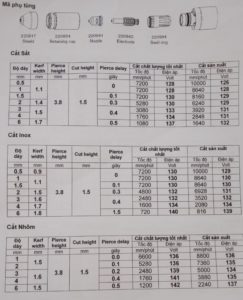
HƯỚNG DẪN SỬ DỤNG CUT CHART (BẢNG THÔNG SỐ CẮT). POWERMAX105
Để đường Plasma đạt chất lượng tốt nhất (Đường cắt nhỏ, vết cắt mượt và không có hoặc ít ba vớ nhất) thì phải tuân thủ theo các thông số trong Cut Chart.
Dựa vào loại vật liệu và độ dày vật liệu cần cắt, sẽ tra bảng Cut Chart. Sau đó chọn các loại béc cắt phù hợp và cài đặt các thông số như trong Cut Chart. Gồm có các thông số sau:
Dòng cắt: Cài đặt dòng cắt trên bộ nguồn plasma tương ứng với loại béc cắt.
Độ dày : Độ dày vật liệu cần cắt.
Pierce height: độ cao đánh lửa. Cài Pierce height trong Sheetcam.
Cut Height: độ cao lúc cắt. Cài Cut height trong Sheetcam.
Pierce delay: Thời gian chờ để tia Plasma xuyên thủng vật liệu lúc đánh lửa. Cài Pierce delay trong Sheetcam.
Tốc độ (Feed Rate): tốc độ cắt. Cài Feed rate trong Sheetcam.
Điện áp: Cài trên bộ điều khiển độ cao (để tự động duy trì độ cao đầu cắt).
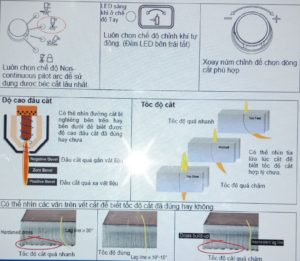
Chú ý: Luôn chọn các chế độ sau trên bộ nguồn Plasma
MỘT SỐ KINH NGHIỆM GIÚP TĂNG TUỔI THỌ BÉP CẮT PLASMA
Những nguyên nhân làm giảm tuổi thọ bép cắt:
Dòng cắt, điện áp, tốc độ cắt, thời gian chờ đánh lửa (Pierce delay), lưu lượng khí hoặc độ cao đánh lửa (Pierce heigh) không được thiết lập đúng theo Cut Chart.
Cố gắng cắt vật liệu có từ tính cao, kim loại có thành phần Nickel cao sẽ làm giảm tuổi thọ bép cắt. Việc kéo dài tuổi thọ bép cắt là khó khăn khi cắt các vật liệu từ hóa hoặc dễ dàng bị từ hóa.
Bắt đầu hoặc kết thúc đường cắt vượt ra bên ngoài tấm kim loại, điều này làm tia hồ quang phóng theo chiều ngang có thể làm hỏng bép cắt hoặc chụp bảo vệ. Để sử dụng được bép cắt lâu dài, việc bắt đầu và kết thúc đường cắt phải ở trên bề mặt kim loại. (Tức là chọn đường cắt sao cho mỏ cắt không đi lại vào những đường đã cắt rồi, hoặc mỏ cắt đi ra khỏi tấm vật liệu)
Nguồn khí nén có lẫn nước hoặc dầu (Hàng tuần phải kiểm tra bộ lọc khí nén để xả nước hoặc dầu).
Thông số độ cao lúc bắt đầu cắt và thời gian chờ đục thủng (Pierce heigh và Pierce delay) là rất quan trọng và nó khác nhau tùy theo độ dày vật liệu. Vật liệu càng dày thì giá trị Pierce heigh và Pierce delay càng lớn và ngược lại.
Nếu cài đặt Pierce heigh quá cao, có thể không đánh lửa được, nhưng nếu quá thấp, phần kim loại nóng chảy có thể văng vào làm hỏng bép cắt và chụp bảo vệ. Kinh nghiệm là nên cài đặt Pierce heigh cao nhất có thể (thường từ 8 -15 mm) đối với vật liệu trên 8 mm.
Nếu cài đặt Pierce delay quá dài sẽ làm tia lửa bị tắt do vật liệu đã được đục thủng, trong khi mỏ cắt chưa di chuyển, tia hồ quang không có nơi để bám vào ( Điều này thường gặp khi cắt vật liệu dày, sau đó chuyển sang cắt vật liệu mỏng mà quên cài đặt lại Pierce delay, kết quả là mỏ cắt đánh lửa xong sau đó tắt lửa mà không di chuyển mỏ cắt). Nếu cài đặt Pierce delay quá ngắn (khi cắt vật liệu dày) khi tia lửa chưa kịp xuyên thủng vật liệu, mỏ cắt đã di chuyển (do hết thời gian chờ đánh lửa – Pierce delay) kết quả là kim loại nóng chảy sẽ văng vào làm hỏng chụp bảo vệ (Shield) ngay lập tức.
Áp suất khí nén nên chỉnh nhỏ nhất có thể mà khi cắt máy không bị báo lỗi. Nguồn plasma Powermax105 có chức năng chỉnh khí nén tự động, bạn có thể dùng chế độ này. Tuy nhiên, để tăng tuổi thọ bép cắt bạn nên chọn chế độ chỉnh khí nén bằng tay và chỉnh áp suất khí nén nhỏ nhất có thể mà khi cắt máy không bị báo lỗi và đường cắt đạt yêu cầu. Sau đây là bảng áp suất tham khảo
TT
Độ dày vật liệu
Áp suất khí nén
1
< 5mm
4.5 – 5 bar
2
5 – 10 mm
5 – 5.5 bar
3
>10 mm
5.5 – 6.5 bar
Chọn dòng cắt, tốc độ cắt phù hợp với loại bép cắt và độ dày vật liệu
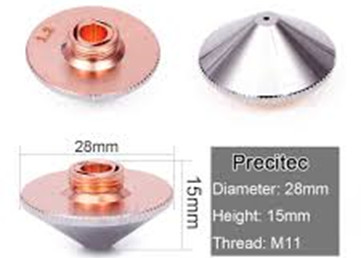
Dùng cho đầu cắt Precitec / WSX:Bép cắt có Chiều cao: 15mm Đường kính: 28mmCỡ cỡ: Thay đổi như 1.0mm, 1.2mm, 1.4mm, 1.5mm, 1.8mm, 2.0mm, 2.5mm, 3.0mm, 3.5mm, 4.0mm, 4.5mm, 5,0mm.
Lỗ vào: M11
Lớp đơn (1 lớp có chữ S) hoặc lớp kép (2 lớp có chữ D)
– Có 2 loại bép cắt laser: bép cắt 1 lớp và bép cắt 2 lớp:Bép cắt laser 1 lớp:
– Bép cắt 1 lớp phù hợp khi máy sử dụng nitơ và không khí làm khí phụ.
– Thích hợp khi máy laser cắt thép không gỉ, đồng, nhôm, inox, ….
Bép cắt loại 2 dùng cho máy Powermax 105 ngang tầm Hypertherm của Mỹ:
Bép cắt plasma 105
Bép cắt ngang hàng bép của Mỹ
Mã: 220990
Giá: 70.000đ/cái
Điện cực:
Điện cực của Mỹ
Mã: 220842
Giá: 105.000đ/cái.
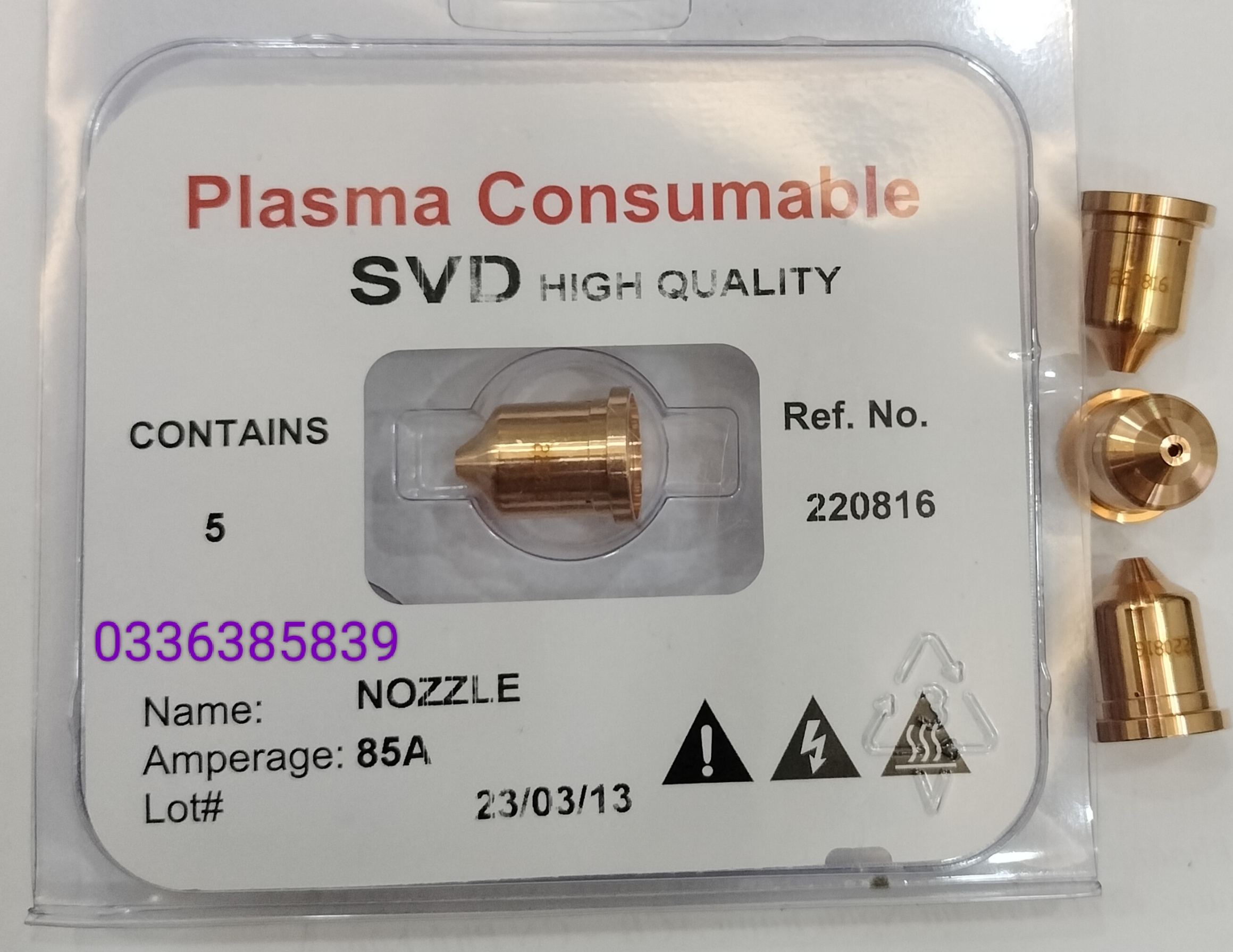
BÉP 65A, 85A
Bép cắt loại 2 ngang tầm của Mỹ:Mã: 220819 và Mã: 220816
Giá: 70.000đ/cái.
Giá: 175.000đ/bộ
Sheild (đầu chụp): dùng cho bép 105A
CHỤP BẢO VỆ BÉP CẮT PLASMA 105A
Sheild mã: 220993
Giá: 210.000đ/cái.
Sheild (đầu chụp): dùng cho bép 65A và 85A
Sheild mã: 220817
Giá: 210.000đ/cái.
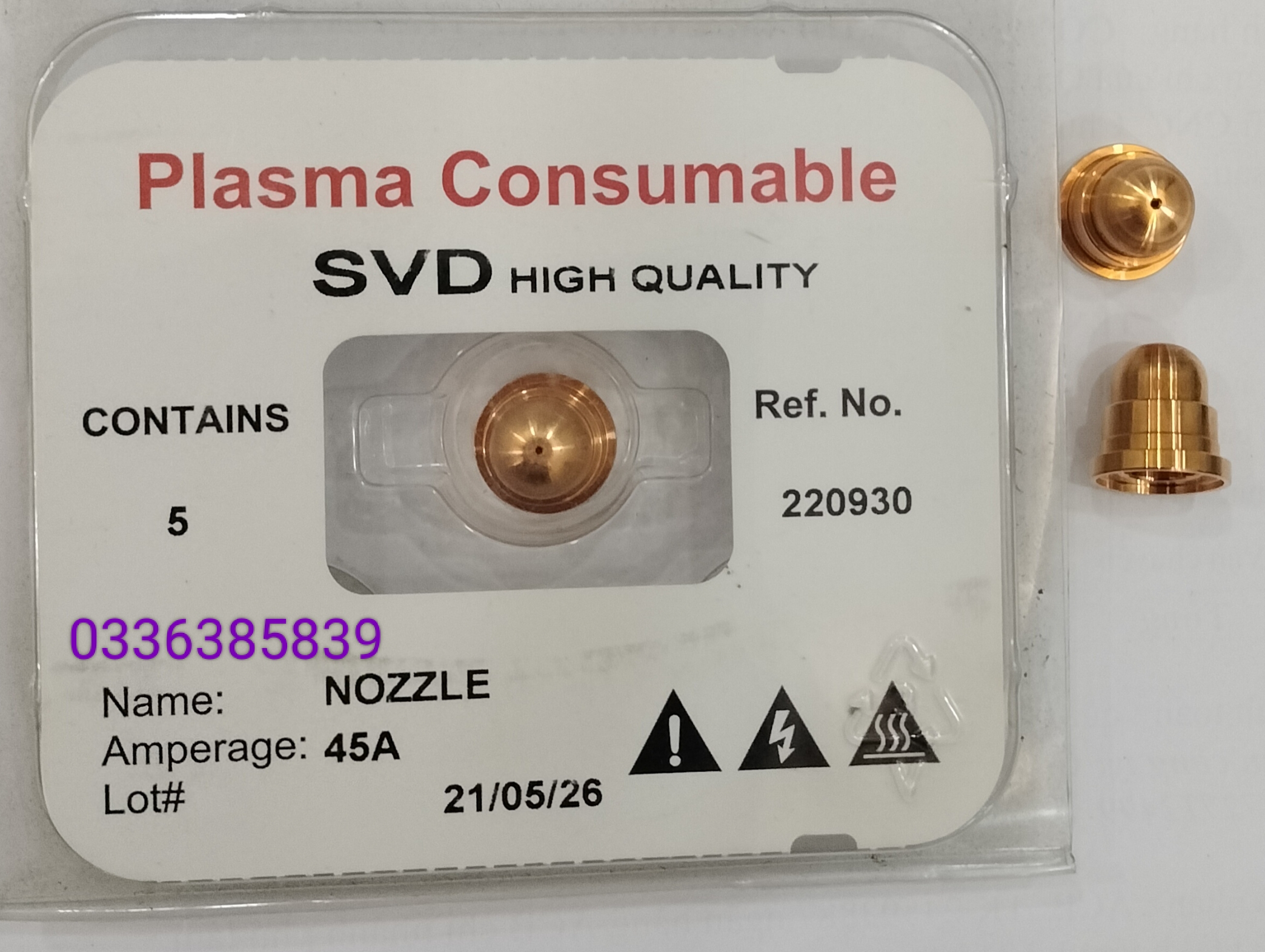
Nozzles 45 A Fine Cut.Mã: 220930.
Nozzles 45 A Fine Cut là loại bép dùng để cắt vật liệu mỏng từ 3 li trở xuống cho đường cắt tinh với độ rộng đường cắt chỉ 1.1 mm trở xuống thay vì lớn hơn 1.5 mm như với bép cắt 45 A thông thường.
Để sử dụng bép 45 A Fine Cut bạn cần có thêm chụp bảo vệ (shield) 45 A Fine Cut.
Nozzles 45 A Mã: 220930.
Giá: 70.000đ/cái.
Shield: 45A, Mã: 220948.
Giá: 210.000đ/cái.
Contents: Retaining Cap.
Mã: 220854
Giá: 980.000đ/cái
Bép cắt 125 A:
Bép cắt 125: mã 220975
Giá: 120.000đ/cái
Bép cắt 65: mã 420169
Giá: 120.000đ/cái
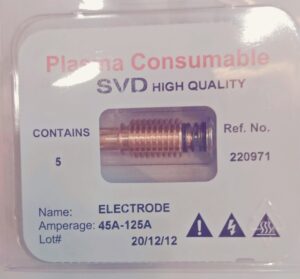
Điện cực: mã: 220971
Giá: 180.000đ/cái
Chụp 125A, mã: 220976, Chụp 65A, mã: 420168
Giá: 230.000đ/cái
BÉP FINE CAT 125A:
BÉP MÃ: 420151
GIÁ: 120.000đ
BÉP MAX 200:
Nozzles max 200 mã: 020608
Giá: 120.000đ/cái
Điện cực max 200 mã: 220021
Giá: 150.000đ/cái
Sheild max 200 mã: 020424
Giá: 230.000đ/cái
Bép cắt của Đài Loan gồm:
Loại 1.1 (BW), Loại 1.5
Giá: 50.000đ/bộ
Bép cắt của Hàn Quốc cho các lổ: 1.3, 1.5, 1.8
Giá: 60.000đ/bộ
P150 Giải nhiệt nước:
Điện cực của bép cắt giải nhiệt nước bên tay phải không có ron ở giữa.
Giá: 95.000đ/bộ
Chụp sứ:
Giá: 50.000đ/cái
Bép của Trung Quốc gồm:
Loại 1.1 Giá: 45.000đ/bộ Loại 1.3
Loại 1.5 Loại 1.7
Giá: 45.000đ/bộ
Sản phẩm cắt:
Đường cắt sắc xảo trên hình con bướm.
Bép cắt P80 có các loại lổ: 0.8, 1.1, 1.3, 1.5 và 1.7 mm
Tùy vào độ dày vật liệu mà chọn loại bép có lổ thích hợp, Sau đây là bảng tham khảo TT Lổ bép cắt Độ dày vật liệu Dòng cắt 1. 0.8 mm < 2 mm 45 A 2. 1.1 mm 2 – 5 mm 55 A 3. 1.3 mm 5 – 8 mm 70 A 4. 1.5 mm 8 – 12 mm 90 A 5. 1.7mm 12 – 15 mm 100 A
MỘT SỐ KINH NGHIỆM GIÚP TĂNG TUỔI THỌ BÉP CẮT PLASMA
– Dòng cắt, điện áp, tốc độ cắt, thời gian chờ đánh lửa (Pierce delay), lưu lượng khí hoặc độ cao đánh lửa (Pierce heigh) không được thiết lập đúng theo Cut Chart. – Cố gắng cắt vật liệu có từ tính cao, kim loại có thành phần Nickel cao sẽ làm giảm tuổi thọ bép cắt. Việc kéo dài tuổi thọ bép cắt là khó khăn khi cắt các vật liệu từ hóa hoặc dễ dàng bị từ hóa. – Bắt đầu hoặc kết thúc đường cắt vượt ra bên ngoài tấm kim loại,…… Và một số kinh nghiệm khác cho bép cắt của hypertherm và P 80. Khi khách hàng mua bép cắt mình sẽ tặng kèm.





























 Single HD: 95.000đ/ cái. Double D: 95.000đ/ cái.
Single HD: 95.000đ/ cái. Double D: 95.000đ/ cái.